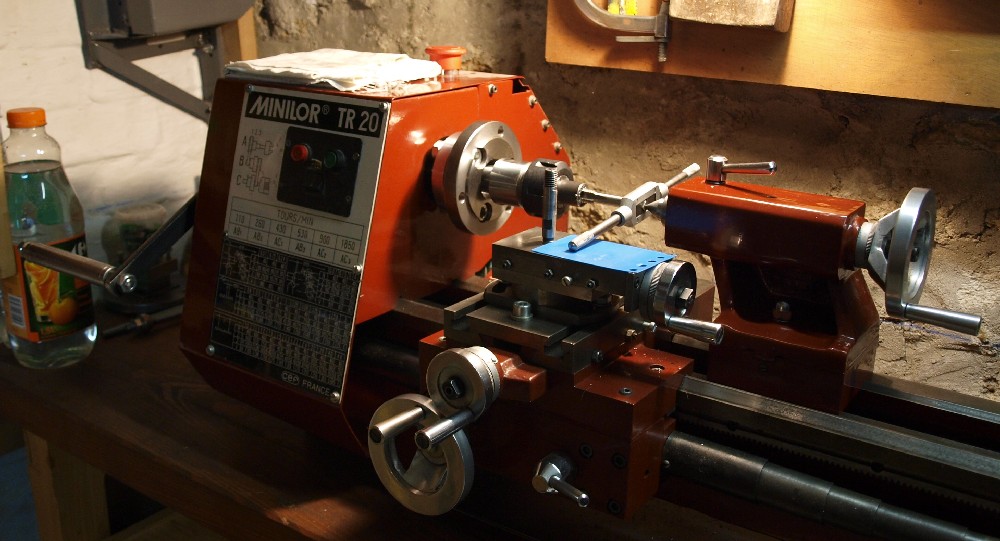
Réalisation des filetages et des taraudages sur un petit tour à métaux.
Le Minilor TR 20 possède une vitesse minimale de 110 tours par minute sans
frein de broche, ce qui semble un peu rapide pour pouvoir arrêter
le filetage avec précision, par exemple lorsque le filetage se termine contre un épaulement.
Il a donc été réalisé une manivelle de broche qui permet de tourner la broche à la main, sans risque ni difficulté.
L'entraxe est de 210 mm environ, largement suffisant (160-180 mm suffiraient).
L'axe
central possède un système d'expansion à cône et vis (10 mm) permettant
une bonne prise dans l'alésage de broche (20 mm sur ce tour).
La manivelle de broche

Manivelle en place

Filetage (ici, un filetage d'axe de mandrin, de 1/2 pouce, 20 filets au pouce)

Pour fileter, on utilise un barreau d'acier rapide 8 x 8 tout affuté, trouvé chez RC Machines.
Le chariot supérieur est
laissé dans sa position "normale", parallèle à l'axe de broche,
l'avance de l'outil étant effectuée par le chariot transversal.
L'outil taille donc
simultanément et symétriquement les deux faces du filet (il y a donc
conflit théorique dans le dégagement du copeau, mais dans la réalité,
cela fonctionne très bien).
La profondeur de passe et de 0.2 à 0.1 mm au début du filetage, puis de 0.04 à 0.02 mm en fin de filetage.
L'avance est enclenchée au
début du filetage, n'est pas enlevée ni modifiée pendant tout la durée
de l'opération, et ne peut être débrayée que lorsque le filetage est
complètement terminé.
Le cycle de filetage est le suivant :
-1- Tangenter le diamètre externe (mettre le vernier du transversal à 0)
-2- Réglage de la profondeur
de passe (+0.1 à 0.2 mm au début du filetage, +0.04 à 0.02 mm en fin) -
Noter la position du vernier transversal
-3- Filetage en tournant la broche à la manivelle (sens horaire)
-4- Recul de l'outil au delà du diamètre externe
-5- Retour de l'outil en tournant la broche à la manivelle (sens anti-horaire)
-6- Nouveau réglage de la
profondeur de passe (position précédente + profondeur de passe) - Noter
la position du vernier transversal
-
Répétition des opération à partir du point 3 jusqu'à obtenir le bon
filetage que l'on teste à l'aide de l'écrou ou du tampon fileté
correspondant.
Noter que dans les filetages
ISO, l'outil aura pénétré au total de 0.615 x Pas ; cela nous
donne une indication de l'approche de la fin du processus et des
vérifications systématiques du filetage à l'approche de cette limite.