REALISATION D'UN PLATEAU DE TOUR
Le
but était de réaliser un plateau de tour, permettant l'usage en
faux plateau,
pour monter un mandrin 4 mors indépendant sur mon tour
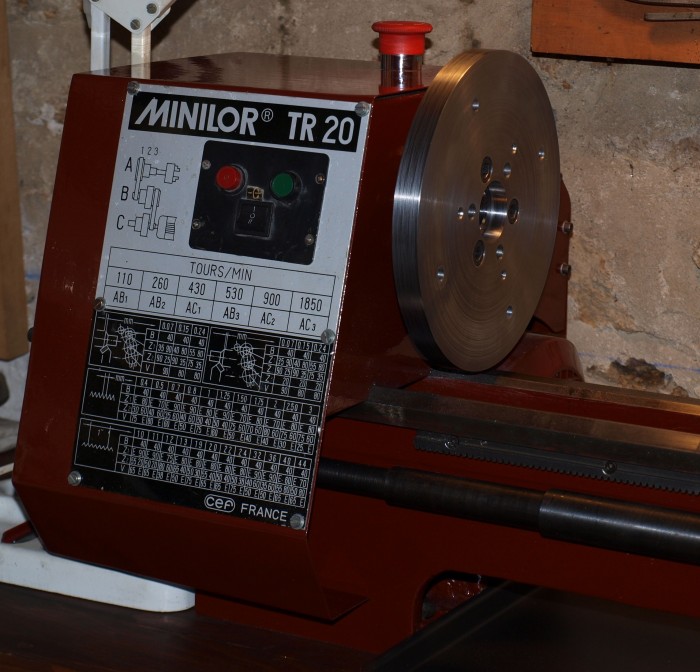
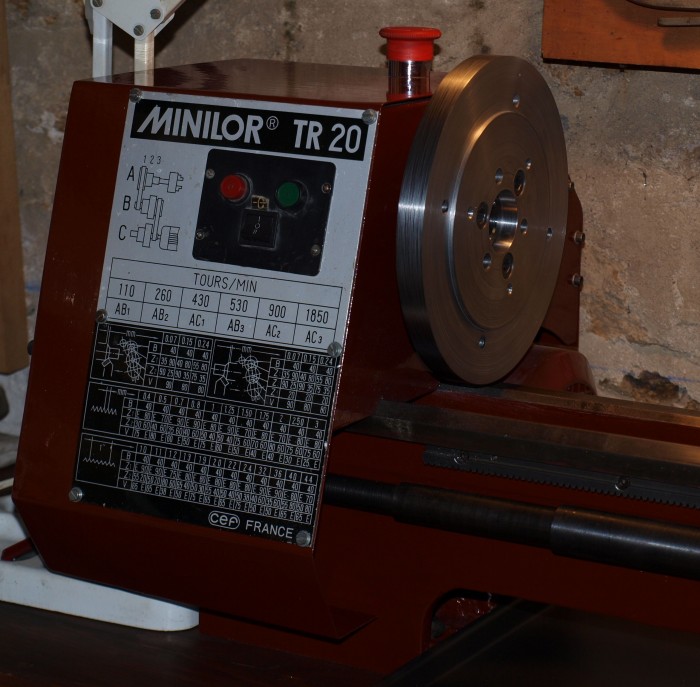
MINILOR TR20.
Le plateau a été tiré d'une galette XC48 de 200 mm de diamètre, de 25 mm d'épaisseur,
pour
obtenir un plateau de 196 mm (sur un tour permettant un usinage de
210-215 mm maxi !).
J'utilise un plateau de 135 mm avec épaulement de 50 mm que je
peux saisir dans un mandrin 3 mors.
(Un plateau taraudé M12 pour
montage sur un touret en plateau lapidaire à la place de la meule).
Le plateau de 135 mm possède 3 trous lisses diamètre 6 mm à 120° sur un diamètre de 90 mm.
Il a été percé 3 trous correspondants, taraudés M6 sur le plateau à usiner, et j'ai monté tout cela sur le tour.
J'ai alors commencé à réaliser et dresser la première face du
plateau, la périphérie et le cône femelle s'adaptant sur la broche,
sans ouverture du mandrin, coaxialité oblige.
Montage du plateau à usiner sur le plateau lapidaire saisi dans le mandrin

L'inclinaison
du chariot supérieur avait par ailleurs été réglée au préalable au
comparateur directement sur le cône extérieur de la broche.
Pour la réalisation du cône femelle, une mesure précise du diamètre est
très difficile ; pour arriver au bon diamètre, je démontais le mandrin
puis le faux plateau, sans ouvrir le mandrin, et présentais l'ensemble
sur la broche pour contrôle, cela plusieurs fois de suite avec des passes ultra-fines (en espérant
que le positionnement serait reproductible à chaque montage-démontage).
Je suis arrivé ainsi à la bonne cote, de façon un peu empirique, pas très mécanique, mais les résultats ont été satisfaisants.
Usinage du cône femelle

Le cône est maintenant terminé


J'ai tracé sur le tour le diamètre de perçage des trois vis de la broche.
Démontage, perçage des 3 trous D 10 mm (en fait 6 à 60° pour un montage recto ou verso), lamage (3 d'un côté, 3 de l'autre).
J'ai
alors pu monter le plateau sur la broche, et usiner la seconde face,
avec l'épaulement sur lequel vient se monter le mandrin 160 mm,
avec ré-usinage d'un second cône femelle, à l'opposé du 1er, ce qui
fait que le
plateau peut se monter sur les deux faces, et présenter soit une face
lisse,
soit une face avec épaulement pour montage du mandrin 4 mors de 160
mm.
Pour réaliser les 4 perçages à 90°
du mandrin 4 mors, j'ai tracé une circonférence au marqueur fin sur
le plateau sur le tour, puis tracé les 2 perpendiculaires.
Un traçage soigneux en utilisant une loupe permet
d'approcher le 1/10ème de mm, ce qui est suffisant, compte tenu que le
centrage du mandrin est assuré par l'épaulement du plateau.
Les trous coîncident bien et les 4 vis rentrent sans problème dans les perçages de 8 mm.
Au final, le plateau présente de caractéristique géométriques
suffisantes pour mon usage (voile < 2/100)
Et beaucoup de plaisir à réaliser cela ...
Face recto ...
Face Verso ...
Le mandrin fixé sur la face Verso ...
